
变频器,起重机成套控制系统,智能起重机成套控制系统,定位系统,防摇系统,能量回馈单元,制动单元,变频控制柜,河南省宏基工控科技有限公司
描 述河南省宏基工控科技有限公司,销售热线:0373-8614122/8615178,是集研发、设计、制造、安装、调试电气控制系统、高低压供配电系统、机电工程总包并提供相关技术咨询与培训的高新科技企业。
全国24小时销售热线:
0373-8614122/8615178
1.设备/系统简介
本方案适用于智能垃圾抓斗起重机电气系统,用于秸杆运输车辆进入储料棚卸料区域的卸料、对储料棚内燃料的全方位垛料、向地下料斗的给料等。
起重机采用联动控制台加触摸屏和可编程序控制器(PLC)进行手动与半自动操作。
1.1设备在工艺过程中的任务
1.1.1农业桔杆或林业废弃物通过汽车运输至储料棚内,在卸料区域,由操作工操作抓斗起重机卸料。
1.1.2 由操作工观察储料棚内物料堆积状况,并操作起重机全方位垛料。
1.1.3 由操作工观察给料斗情况,并操作起重机向地下料斗给料
1.1.4 无卸料和垛料作业时,在自动投料状态,自动检测地下料斗给料点是否缺料,缺料时,起重机按设定路径逐点循环自动抓料并向地下料斗投料。
1.1.5 无卸料和投料作业时,在自动垛料状态,起重机按设定路径逐点循环自动抓料并向设定垛料点逐点循环(倒)垛料。
1.1.6 在向地下料斗投料作业时,每次投料皆由称重计量装置自动计量并存储数据。
1.1.7 抓斗起重机具备完善的故障自诊断功能。
1.2电控设备的主要组成部分、工作原理
起重机采用联动控制台加触摸屏和可编程序控制器(PLC)进行手动与半自动操作和程序控制。各机构驱动使用变频器,根据工艺要求自动调整输出频率和电压,使各机构运行加速、减速斜率的调节,实现起重机的手动和半自动运行平稳控制。手动操作时在起重机控制室内能够控制起重机移料、给料、倒料、堆料等所有动作;半自动操作时,在触摸屏上选取所设定的抓料区域并选取所设定的投料地址,起重机在程序控制下,逐点循环自动运行到抓料位置,下降抓斗至抓取位,由倾角传感器控制抓斗的倾斜角度不大于30度,抓取物料,提升到设定高度,自动运行至逐点循环选定的投料位置,开启抓斗投放物料,实现起重机移料、给料、倒料、堆料等所有动作,自动完成投料过程。
起重机具有上述程序化操作(半自动控制)和手动操作转换开关,起重机在手动控制方式下,采用联动台人工操作控制,控制起重机大车、小车、起升机构的电机变频调速,并手工开启抓斗,实现抓料和投料过程。
1.3控制系统的关键点
1、储料棚区域的划分
2、自动控制定位(定位方式的选择)
3、防摇控制
4、抓斗防倾斜(不大于30度)
2.西门子电气半自动控制系统解决方案
2.1解决方案框图
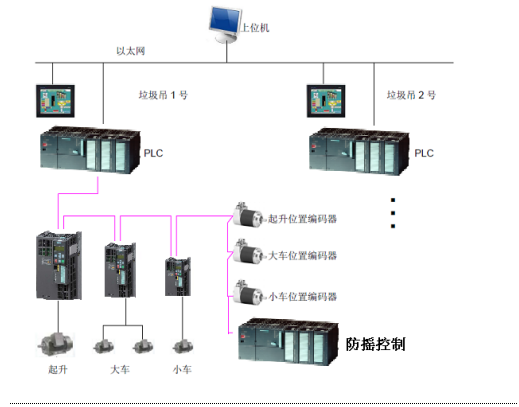
方案简述
如上图所示,起重机采用DP现场总线的通讯方式,由PLC、变频器和绝对值编码器构成整个通讯系统,同时起重机有对应的触摸屏进行操作控制和状态显示。同时,操作室内还设有1套上位机,可对起重机进行监控。上位机,触摸屏以及PLC之间采用高速以太网进行通讯,实现高速的数据监控。
2.2功能特点与自动控制过程
2.2.1手动控制操作介绍:
司机观察通过联动控制台操纵起重机运行,完成大小车移动、抓斗升降开闭、抓取物料,投料等动作。
。
2.2.2高级半自动控制原理和操作介绍:
起重机大车、小车、起升机构均采用变频驱动,对各机构的运行位置数据采集均使用旋转编码器。
起升机构的位置编码器安装与卷筒同轴,这样可以比较直接的检测抓斗的下放位置。
对于大车和小车,编码器应安装在特定的检测轮上并配有复位点以消除累积误差。
可编程控制器(PLC)通过DP总线读取编码器的反馈信号以计算各机构当前的位置。计算出抓斗所处的实际位置,达到自动控制的目的。
电动液压抓斗上面安装倾角传感器,以防止抓斗严重倾斜。
半自动状态下,各机构的动作均能采用程序化控制来实现。在司机室的操作台上,采用触摸屏操作。把加料斗和整个物料坑平面在触摸屏屏幕上划分为网格地址,司机通过触摸屏选择抓取和投放位置并输入重复次,起重机自动从泊车位置启动、移向抓取点,下降抓斗、到位及倾斜检测、抓取垃圾,提升抓斗、移向加料口,称重计量、投料、返回泊车位置或重复动作。投放的精度≦50mm,料斗定位精度为≦20mm。
本台抓斗吊的半自动水平具体列表描述如下:
具体动作过程 | 高级半自动控制方式 | 备注 |
料位信号 | 人工观察 | |
选择投放点 | 人工观察 | |
选择抓取点 | 人工观察 | |
起重机启动 | 手动 | |
移向抓取点 | 自动 | |
抓斗下降 | 自动 | |
抓斗状态检测及纠正 | 自动 | |
抓取桔杆 | 自动 | |
提升抓斗 | 自动 | |
移向进料口 | 自动 | |
开启抓斗,卸料 | 自动 | |
移向泊车位置 | 自动 | |
判断物料状态 | 人工观察 | |
故障诊断 | 自动 |
具体工艺描述如下:
抓料:吊车张开的抓斗(无料状态)能在手动控制下运行到指定的桔杆堆放区域,并下降到抓料的高度,闭合抓斗抓取桔杆,完成抓料过程。抓料不足时、抓料超重时在触摸屏有重量显示和超重报警。
投料:吊车闭合的抓斗(有料状态)下,在联动台上或触摸屏上选择半自动控制方式,并在触摸屏上指定投料口,抓斗自动提升运行到指定的地下料斗,并下降到投料的高度,自动称重并记录该斗物料的重量,开启抓斗将桔杆投入到料斗中,自动完成投料过程。
搬运与倒垛:抓斗起重机在手动控制下,到达桔杆搬运与倒垛的位置,抓取桔杆并将桔杆投放到桔杆储料棚内某位置(或区域)堆放;不计量。
称重:抓斗起重机设有桔杆量计算机称重系统。该系统传感装置配有无线传输器件,投料时自动称重、去皮。信号自动传输到PLC并在触摸屏上显示。上位机完成计量、累计和打印报表等作业。
自动泊车:操作员点击“泊车”按钮,桔杆抓斗起重机张开的抓斗(无料状态)能自动提升至设定的高度,小车自动行走到设定的位置,大车自动行走到泊车位置,抓斗自动下降到设定的高度,自动完成泊车的全过程。
储料棚网格地址划分:起重机大车运行(X轴)、小车运行(Y轴)、起升机构(Z轴)上各装一个绝对值编码器,编码器则发出的数字信号给可编程控制器(PLC),PLC根据编码器的反馈信号进行高速计数,计算出起重机和抓斗所处的实际位置,各传动机构通过DP控制进行位置点对点控制,达到自动控制的目的。
运行行程:在起重机大车运行(X轴)、小车运行(Y轴)、起升机构(Z轴)的适当位置装设运行传感器,使控制系统准确了解起重机(抓斗)的空间位置,自动完成寻址工作。在特征点如投料口中心、卸料保护区等还设有行程保护开关,在三维空间的标准点设地址传感器,进行误差校正。在区域的端点设有常规的行程限位开关等保护装置。上述信息经信号线路传送到控制系统的运动指挥系统PLC中,使控制系统准确了解起重机抓斗的空间位置,故障提示及排除办法。
2.2.4 半自动实现:
防摇控制:要实现半自动或自动控制,防摇功能的实现是*基本的要求,西门子电气将防摇控制功能集成在SIMOTION C PLC,大大降低了主PLC的运算负荷,加快了系统控制的实时性。
位置控制:如上安装于变频器上的控制单元CU320和CU240卡也可以进行绝对位置和相对位置控制。当前位置值由PLC通过DP送给控制单元。变频器的输出由PLC来控制,以到达目标位置。
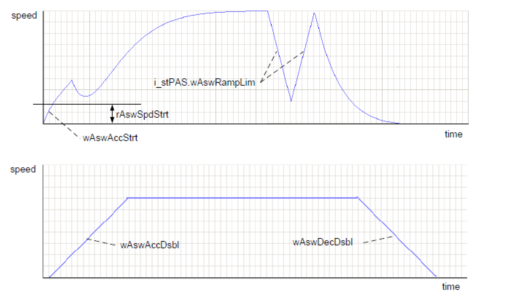
防摇加减速斜坡图对照:
2.3系统监控
2.3.1触摸屏
单机触摸屏选用西门子电气TP1200系列的10.2”触摸屏,该触摸屏为65536真彩TFT,集成2路RS485协议接口和1路以太网接口,32M内存,可用USB下载程序。
3功能特点
3.1 高精度定位
大、小车行走至各工位能准确定位和主钩上升、下降位置是实现自动定位的关键所在,同时要求定位精度控制在±20mm以内。从经济性和可靠性出发,我们选用绝对值编码器定位技术方案,每台起重机的大车、小车和主钩分别加装绝对值编码器,用于实时检测两机构的位移量。绝对值编码器*大的特点是:可以实时记忆当前位置,即使在系统断电的情况下也能准确记录当前数据。有力保证了系统的可靠性。下面以大车定位说明,我们如何实现定位控制,保证±20mm精度要求。
我们选用8位256线编码器,编码器装在大车随动轮上,对中安装。这样,随动轮每转1周,绝码器也跟随转1周,那么绝对值编码器每个脉冲的分辨率为随动轮周长的1/256。例如:假设随动轮的周长1000mm,则分辨率: 1000/256=3.9mm,接近4mm,因此大车的定位分辨率完全可以满足±20mm的要求。
在定位控制上,我们采取的伺服控制的多点定位控制技术,运行曲线见下图:
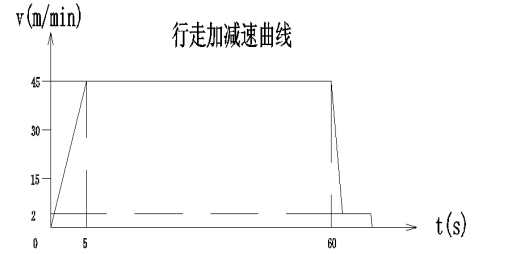
大车行走在高速区时,实现快速加速,全速运行,通过编码器的实时测量的数据分析可得出当大车接近到达工位时,变频器快速减速,以较低的速度进行滑行区,以克服起重机惯性的影响。一般我们将滑行的速度控制在1-2Hz以内,假设大车速度在2m/min内;当大车完全到达工位时,系统立即停止变频器运行,抱闸动作,整个动作过程时间不足0.5秒钟。在0.5秒内,我们可以计算出大车的理论*大位移量:2000/60*0.5mm=16mm,可以满足±20mm的要求。实践证明,通过经验丰富的工程师调试,定位精度可以进一步提高。
主钩定位方式因与大车定位原理一样,这里不再赘述。
3.2 防摇技术
本系统的防摇技术采用电子防摇,电子防摇结构简单,成本低。采用西门子专用的SIMOTIONC 运动控制器,内装防遥功能块,使得编程简单,SCOUNT4.3编程平台,图形化编程 ,界面友好。系统的防摇功能可以选择投入或切除。
大、小车行走时,大小车加速和减速过程中,防摇功能均起作用。速度动作曲线按下图:
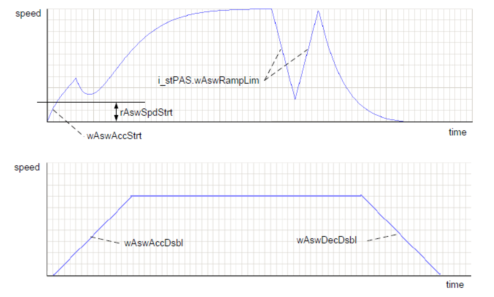
通过该功能,抓斗没有明显摇晃,摆幅次数少于2次,摆角小于1度。
3.3 称重技术
在上位机上主要是行车称重数据的统计和统计。该系统可以生成班、日、月的报表,另一方面该系统会将总累计传送至焚烧炉设备的DCS系统中,为防止数据溢出,在本系统的“称重管理”界面上有四个清零按钮,分别是“A车破碎数据清零”,“A车焚烧数据清零”,“B车破碎数据清零”和“B车焚烧数据清零”。该按钮的操作需要有工程师权限方可清零。
本系统中有三个操作员权限,分别是Operator1,Operator2,Operator3。另外还有一个Engineer的工程师权限,当登陆的是操作员权限时,该按钮将被锁定,点击操作将不会触发后台的数据清零。
清零按钮
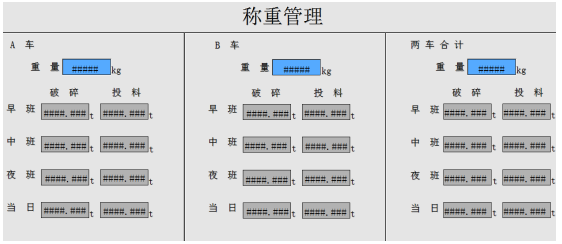
称重管理界面主要显示了两台车一天的实时信息,分别是:A车,B车,两车合计。在每个分项下显示的是:
实时的重量值。
早班的破碎和投料的累计值。
中班的破碎和投料的累计值。
夜班的破碎和投料的累计值。
当日的破碎和投料的累计值。
以上各个数据会在早上8点进行一次数据清零,开始新一天的累计。
3.4称重管理
在报表打印界面有报表显示区域、查询的日期时间选择和查询的区间选择。在进入到该界面后系统会自动跟随到当日的日期,用户也可以根据需要选择以前的历史日期,选择好后点击相应的查询区间会显示当时的日期和该区间内的查询数据。
查询数据选择
在报表的显示区域显示数据管理的相应操作按钮,查询数据出来后用户可以用以上的按钮对数据进行相应的操作。
Download和Upload进行数据的上传和下载。
Hide Cols用来隐藏相应的列,在打印时可根据实际需求隐藏相应的列从而筛选出自己想要的打印数据。
Show all用来显示所有的列。
Print用来打印查询出的报表。
Seting报表做相关的设置。
Refresh用来对数据进行刷新。
“上”、“下”、“左”、“右”用来在报表上进行移位操作。
另外报表具备排序功能,用户可以选择相应的列,以该列的数据为基础正序和反序的排序。

报表查询显示
数据的备份,该数据存在Access数据库中,为防止操作员误删,数据库放在C盘的根目录下,在系统运行一段时间后,用户可以将该数据库备份下来进行分析。也可以将D盘备份好的空数据库复制到C盘根目录下替换。
3.5限位及保护
在起重机上必要的限位和保护是行车正常工作的必要前提。
本台起重机的保护有主钩的上限位,下限位,大车的左停止和左减速,大车的右停止和右减速,小车的前停止和前减速,后停止和后减速。
由编码器做出来的保护有主钩的上减速限位,坑内的前停止和前减速,坑内的左停止和左减速和右停止和右减速。另外在由坑内向坑外移动时会有一个主钩的高度限制,防止抓斗未提到一定高度而越坑。
为应对紧急情况的出现,在联动台上有一个带防护罩的急停按钮和柜门上的急停按钮,用来紧急切断行车的总电源即总断路器的分励脱扣机构(此急停为应对紧急情况,平时停车切勿操作)。
为确保在行车上作业人员的安全,在大车,小车和联动台上各设有急停按钮,即有人员上车维护时需通过以上按钮给整台车断电。另外在大车的门上有两个门限位,人员上车后如不关闭大车门,大车机构将无法动作。
行车的主钩和小车由变频器提供相应的保护,出现故障请查询变频器面板上的故障代码。大车和油泵由热继电器进行保护,当热继电器动作时请检查该机构的工作情况然后给热继电器复位。
故 障 名 称(代码) | 发 生 故 障 原 因及处理方法 |
1 起重机无法送电合闸 | 1、 检查触摸屏上是否有急停报警。 2、 检查主令开关是否位于零位。 3、 检查钥匙开关是否接通。 4、 检查操作模式是否正确。 |
2 主钩不会工作 | 1、 是否触碰到极限位置。 2、 变频器是否报故障。 |
3 主钩没有高速 | 1、 是否触碰到减速开关。 |
4 小车不会工作 | 1、 是否触碰小车限位。 2、 小车变频是否报故障。 |
5大车不会工作 | 1、 是否触碰大车限位。 2、 大车变频是否报故障。 |
6 抓斗不能动作 | 1、 抓斗热继电器是否动作。 2、 抓斗电缆卷筒上的电缆是否有松动。 3、 抓斗油泵是否工作。 |
7 防摇效果不明显 | 1、 检查主钩的高度位置是否有明显的偏差,若偏差较大请上升至上限位复位编码器。 2、 防摇激活的线路是否正常。 |
8 机构的位置与触摸屏上的位置有明显的偏差 | 1、 检查该机构的的复位限位是否工作正常。 2、 检查编码器是否正常工作。 |
故障报警
该界面用来显示行车上的故障信息,提示操作人员行车现在的状态。主要的故障有:各个急停的动作,三项保护器,各机构变频器和编码器的故障信息,钢丝绳防跳的故障,抓斗电机和大车电机的故障,大小车防摇故障,防倾斜下限提示和各个机构的编码器数据偏差过大报警。
一般的故障报警后,操作员需先查看相应设备的实际情况,并记录相应的故障信息和故障代码为维护人员提供帮助,然后按故障复位键进行复位。如果复位不了,请通知相应的维护人员进行处理。
在这里编码器数据偏差过大时依据各机构限位所在该坐标的位置确定的,当超出范围时,请检查相应的编码器复位限位是否工作正常。
4硬件配置说明
<td width="39" valign="center" style="padding: 0px 7px; border-left-width: 1px; border-left-color: windowtext; border-right-width: 1px; border-right-color: windowtext; border-top: none; border-bottom-width: 1px; border-b
18桔杆吊 | |||||
序号 | 名称 | 规格型号(柜号) | 单位 | 数量 | 生产厂商 |
1 | 1、电源和PLC柜 | ||||
2 | 柜体 | 2200X1000X600仿威图(尺寸供参考) | 面 | 1 | 威图 |
3 | 总断路器 | 3VL630N630 TMA F/3P+相间隔板+MX_AC220+DH+(2HS+1AS) | 套 | 1 | 西门子 |
4 | 接触器 | 3RT50666AP36 | 只 | 2 | 西门子 |
5 | 相序控制器 | 3UG4513-1BR20 | 只 | 1 | 西门子 |
6 | 电液抓斗电源断路器 | 3VL160N125 TMA F/3P+相间隔板+2HS | 套 | 1 | 西门子 |
7 | 抓斗接触器 | 3RT50461AN20+3RH59211EA11 | 台 | 1 | 西门子 |
8 | 抓斗保护热继 | 3RU51464KB1 | 台 | 1 | 西门子 |
9 | 断路器 | 5SY62207CC | 只 | 2 | 西门子 |
10 | 断路器 | 5SY62107CC | 只 | 2 | 西门子</p |
宏基公司始终坚持“一切为了用户,快捷、**地提供**服务,满足客户要求”的服务宗旨,为用户提供*好产品的同时,还为用户提供*为**的售前、售中、售后服务:
售前:一站式售前服务
售中:安装调试准确到位,用户培训全面具体。
售后服务一个宗旨、三个承诺
一个宗旨:不计成本地以*快的方式到达现场,解决问题。
三个承诺:
■点对点服务:凡是宏基电气提供的产品,公司将为其提供*直接、*快捷的售后服务,减少中间环节,为用户节省宝贵时间。
■3小时回复制:对用户反映的任何问题,承诺在3小时内给用户一个明确的回复,告知用户我们具体的解决方案。
■24小时开通售后服务专线:0373-8614122(24小时售后服务电话)
服务承诺:
■公司对产品实行**服务,质保期内免费维修。
■安装调试和质保期内免费为顾客提供各项服务及知识培训。
■质保期过后本公司仍然对产品质量负责,在顾客有需求时为顾客提供有偿服务,并保证提供合格的配件
温馨提醒:为了能及时和您取得联系,请您务必完整填写您的联系方式和需求信息,您可以输入您的需求,如原料的类型,容量,进料尺寸,最终产品的尺寸等;你也可以通过商务通联系我们的24小时在线客服。


















